歡迎您訪問(wèn)中國(guó)氫能與燃料電池網(wǎng)


2022-12-10 來(lái)源:前沿材料,DT新材料整理 瀏覽數(shù):470
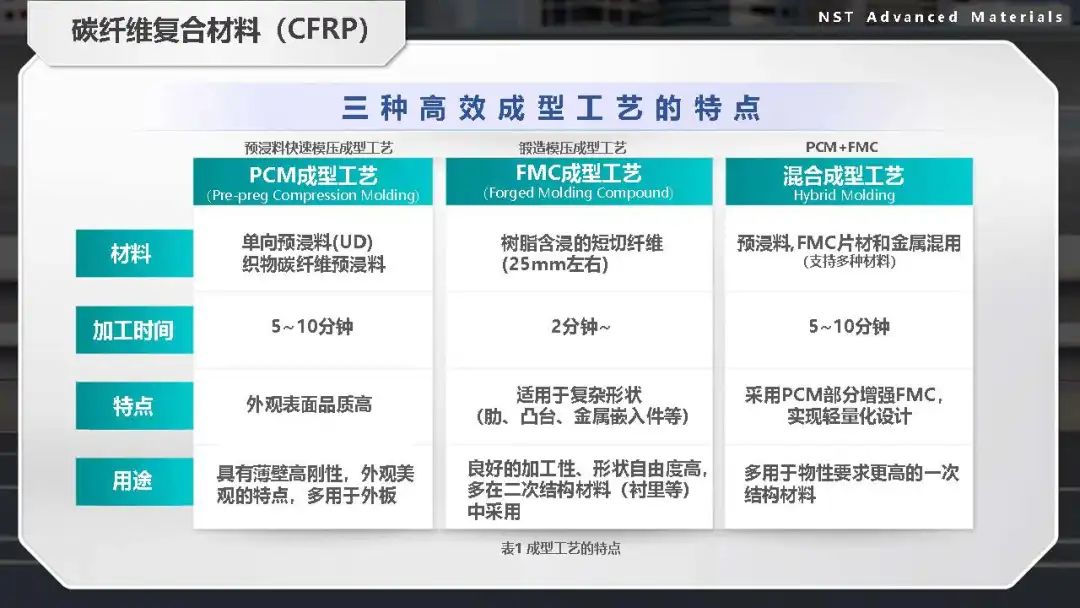
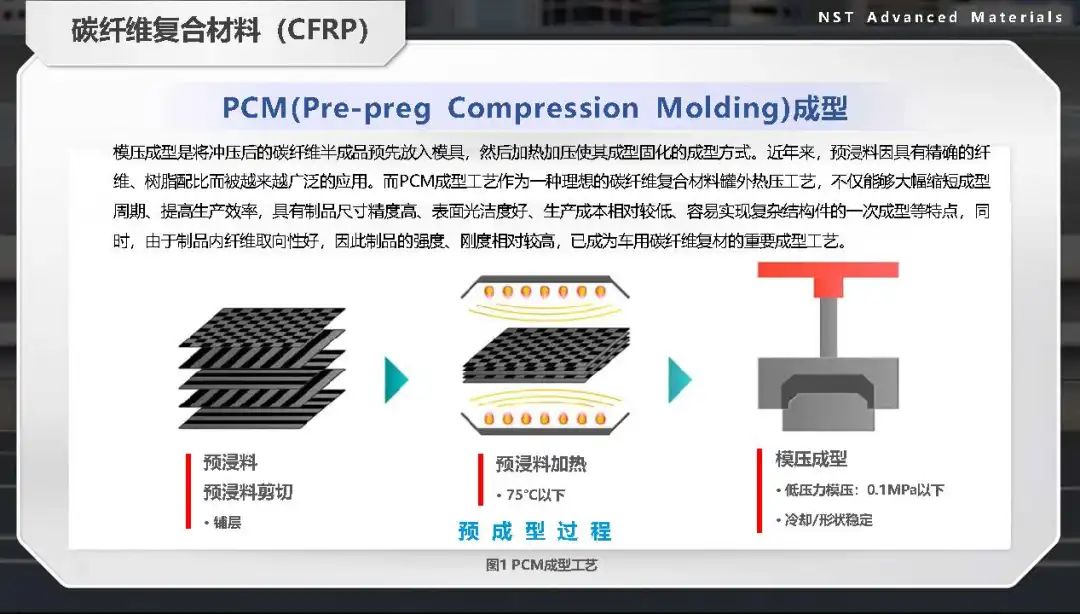
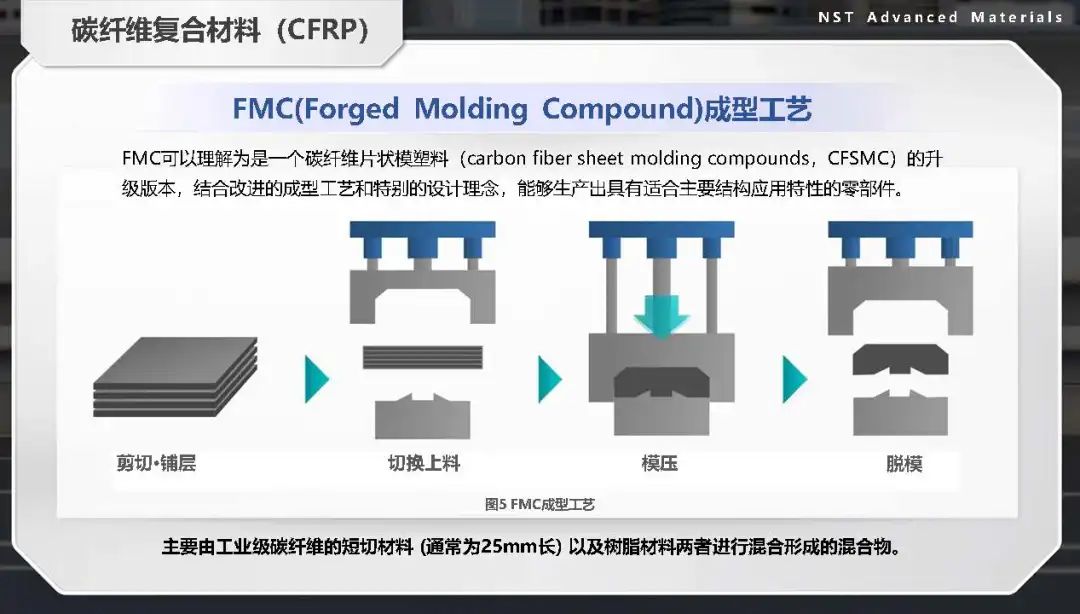
傳統(tǒng)汽車工業(yè)采用鋼板、鋁合金板材制造零部件時(shí),沖壓生產(chǎn)線每分鐘可沖壓零部件10——14個(gè),8h產(chǎn)能可以達(dá)到6000個(gè),制造高效快速。而傳統(tǒng)的CFRP成型工藝來(lái)源于多品種、小批量、高成本生產(chǎn)的航空航天軍工領(lǐng)域,其普遍采用熱壓罐等小規(guī)模生產(chǎn)技術(shù),一個(gè)常規(guī)環(huán)氧類CFRP部件的完整固化周期通常大于4h,實(shí)施周期長(zhǎng)、生產(chǎn)效率低,無(wú)法滿足車用CFRP對(duì)高效率、低成本、規(guī)模化、自動(dòng)化制造技術(shù)的迫切需求。






【延伸閱讀】
版權(quán)與免責(zé)聲明:
凡注明稿件來(lái)源的內(nèi)容均為轉(zhuǎn)載稿或由企業(yè)用戶注冊(cè)發(fā)布,本網(wǎng)轉(zhuǎn)載出于傳遞更多信息的目的,如轉(zhuǎn)載稿涉及版權(quán)問(wèn)題,請(qǐng)作者聯(lián)系我們,同時(shí)對(duì)于用戶評(píng)論等信息,本網(wǎng)并不意味著贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性;
本文地址:http://www.ljt568.com/news/show-1156.html
轉(zhuǎn)載本站原創(chuàng)文章請(qǐng)注明來(lái)源:中國(guó)氫能與燃料電池網(wǎng)


氫能與燃料電池產(chǎn)業(yè)
微信掃描關(guān)注





